
汽車檢具主要由底板總成、汽車檢具體、斷面樣板、主副定位銷和夾緊裝置組成(見圖1)。
檢測的主要要素為工件外形(包括工件的輪廓和曲面的形狀等)以孔、凸緣等特征的位置。汽車檢具設計時,一般將尺寸基準置于車身坐標系中,在X,Y,Z方向每隔100mm劃坐標線,用底板上的基準塊和基準孔建立汽車檢具的坐標系。
車身沖壓件大多具有空間曲面和較多局部特征,具有非軸對稱、剛性較差等特點,因此定位、支承和裝夾都比較困難。現在大多數的車身沖壓件汽車檢具體都是由數控機床按數模和預定的加工程序一次性自動完成所有需要加工的表面和孔位,汽車檢具體的材料多為環氧樹脂,汽車檢具體設計完成后,再根據汽車檢具體確定底板總成的位置和大小,并在需要檢測的關鍵截面設置斷面樣板。
定位元件一般不應作為受力構件,以免損傷其精度,但是在特殊情況下,因產品的放置狀態,產品的型面變化,定位元件會受到產品重力的影響,因此,凡是受力的定位元件一般要進行強度和剛度的計算。
定位元件應有良好的加工性能,結構簡單,易于制造和安裝
定位元件上的限位基準應具有足夠的精度,為此,必須保證加工誤差,表面粗糙度,定位銷的工作直徑的公差帶一般取f7.表面粗糙度Ra<=0.4um,與檢具配合直徑公差取r6.表面粗糙度Ra<=0.8um.
汽車檢具制作定位方式
定位方式:通常采用孔定位,面定位,輪廓定位或以上方式的組合。優先等級依次為孔定位,孔+面定位,孔+輪廓定位,面定位,面+輪廓定位,輪廓定位。定位系統的選擇與車型系統必須一致(包括定位孔和定位面)。
孔定位:即采用兩孔定位,孔+面定位或孔+輪廓定位。主定位(H)為圓錐形定位銷(簡稱圓錐銷),副定位(h)為菱形定位銷(簡稱菱形銷)。單獨采用定位銷做定位時至少使用2支定位銷來定位,定位銷方式選擇按照下圖所示。
若使用1支定位銷時,必須采用其他輔助定位方式,如擋塊等。當定位孔植入定位時,定位銷直徑為定位孔直徑D-0.02mm,當定位銷為錐形定位銷定位時,定位錐度應保證在理想狀態下定位銷中部直徑與定位孔直徑相同。
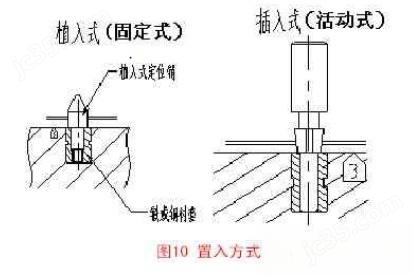
定位銷置入方式:內外飾檢具多采用插入式置入方式
在零件夾緊和檢測開始之前,首先將零件定位,因此定位銷用于將零件精確地定位在檢具上
定位孔的位置根據零件圖紙基準確定(通常每個零件設置兩個定位孔)
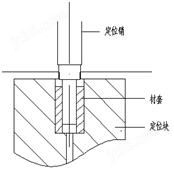
定位銷由導向,定位及手柄三部分組成,保證銷子導向部分能夠在定位孔內進出自由。根據零件基準點特性和基準孔形狀,定位銷相應設置成錐型銷和柱銷,匹配件可以參考實際裝車方式而有所不同。
在定位孔內,為保證定位銷定位準確,必須安裝導向襯套,導向襯套和檢具固定
導向襯套的中心相對于車身坐標線的定位精度控制在正負0.05內
定位銷和相應導向襯套的結構根據孔的形狀有不同的要求,分防轉結構和不防轉結構。
圓柱銷
圖為常用的圓柱定位銷,當工件直徑小于10MM時,為避免銷子因撞擊而折斷,或熱處理淬裂,通常將根部導出R角,應用時在檢具上體上做出沉孔,使定位圓銷圓角部分沉入孔內而不影響定位。如圖所示,大批量生產時,為了便于更換定位銷可采用圖所示帶襯套結構,圓柱定位銷的工作部分直徑通常根據加工要求按g5/g6/f6/f6制造,定位銷與檢具體配合可參考標準。
圓錐定位銷
圖所示為工件以圓孔在圓錐銷上的定位示意圖,它限制了工件的三個自由度,錐銷與圓孔沿孔口接觸,孔口的形狀直接影響接觸情況,從而影響定位精度。圖為整體圓錐銷適應于加工過的圓孔,若圓孔為毛坯孔,由于孔誤差大,為保證二者接觸均勻,采用圖所示結構。
大眾定位銷計算方法(摘自大眾檢具設計標準)
零件在檢具上的定位通常采用2個定位孔,定位的的方式和位置根據圖紙中的RPS的說明來規定。
通常采用以下兩種定位方式
四方位定位銷---圖紙上一般定義為RPS:Hxy,Hxz或Hyz
兩方位定位銷---圖紙上一般定義為RPS:Hx,Hy或Hz

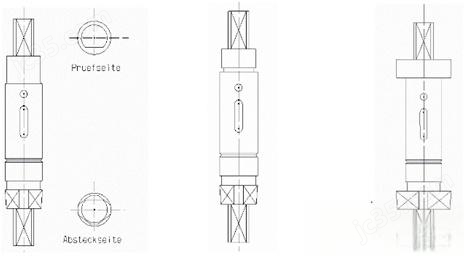
定位銷A1(四方位定位銷)在檢具和測量支架上通常采用相同的結構
定位銷A2(兩方位定位銷)根據檢具和測量支架不同的形式,需采用不同的結構形式,對于檢具,定位銷A2結構為兩頭銷,一端定位,一端檢測。
對于測量支架,定位銷A2結構為單頭銷,僅做定位作用。
圓柱定位銷的計算方法
對于圓形孔,采用圓柱定位銷的,圓柱銷的直徑D根據經驗公式推出:
D2=額定孔徑最大值-0.1mm
例如:額定圓孔直徑為∅17+0.2/0.則相應的圓柱銷直徑D2=17.2-0.1=17.1mm,考慮到制造公差0-0.02.推出D2=18.1-0.02mm
對于長形孔,且采用圓柱定位銷的,圓柱定位銷的直徑D2.根據如下經驗公式推出:
D2=額定孔徑最大值-0.1
例如:額定長形孔徑為18.0+0.2/0X9.0+0.2/0
則相應的圓柱銷直徑:
D2長度方向=18.2-0.1=18.1mm,推出D2長度方向=18.1-0.02
D2寬度方向=9.2-0.1=9.1mm,推出D2長度方向=9.1-0.02
定位銷為錐形銷的情況
錐形銷定位適用于下列情況:
1)根據RPS要求,零件定位孔附件有定位面
2)零件料厚B>1.2mm
錐形定位銷的計算方法
對于圓形孔,采用錐形定位銷的,錐形定位銷最大圓錐直徑D2.根據經驗公式推出:
D2=額定孔徑最大值+附加余量0.5mm
例如:額定圓孔徑為∅17.0+0.2/0.則相應的圓錐銷直徑D2=17.2+0.5=17.7mm,考慮到制造公差0/+0.1.推出D2=17.7+0.1/0mm
對于長形孔,且采用圓錐銷,圓錐銷的直徑D2.根據如下經驗公式推出:
D2=額定孔徑最大值+附加余量0.5mm
例如:額定長形孔徑為18.0+0.2/0X9.0+0.2/0
則相應的圓錐銷直徑:
D2長度方向=18.2+0.5=18.7mm,考慮到制造公差+0.1/0.推出D2長度方向=18.7+0.1
D2寬度方向=9.2+0.5=9.7mm,考慮到制造公差+0.1/0.推出D2長度方向=9.7+0.1
定位錐銷(兩方位定位銷)兩頭銷的結構形式
在檢具上,當RPS2作為定位孔時,通常該孔同時具有檢測的功能要求,因此,定位銷通常設置為兩頭銷,其工作順心為:1)先檢測孔位置度2)在完成定位
柱形定位定位銷

錐形定位銷
錐形銷的結構取決于D2.D2=孔徑最大直徑+附件余量0.5
錐形定位銷A2的計算
圓孔柱形銷A2的計算方法(兩頭銷)
定位部分-D2的計算根據下列公式計算D2=孔徑的最大尺寸-0.1
例如定位孔∅17.0+0.2/0孔的位置度為:X=±0.2Y=0.計算其定位尺寸和檢測尺寸
定位尺寸D2=17.2-0.1=17.1制造時考慮到制造公差0.02.得出D2=17.1-0.02
檢測尺寸D3=孔徑最小尺寸-垂直與定位方向的位置公差=17-0.4=16.6制造時考慮到制造公差,得出D3=16.6-0.02
長形孔錐形銷A2的計算方法(兩頭銷)
例如18+0.2X9+0.2.其位置公差為X=±0.2Y=0.計算其定位尺寸和檢測尺寸

定位尺寸D2=9.2-0.1=9.1制造時考慮到制造公差0.02.得出D2=9.1-0.02
檢測尺寸B=孔徑的最小尺寸-0.1mm例如B=9.0-0.1=8.9制造時考慮到制造公差0.02.得出D2=8.9-0.02
L=孔徑的最小尺寸-長度方向位置公差L=18-0.4=17.6制造時考慮到制造公差0.02得出D2=17.6-0.02


